Basic function: Location
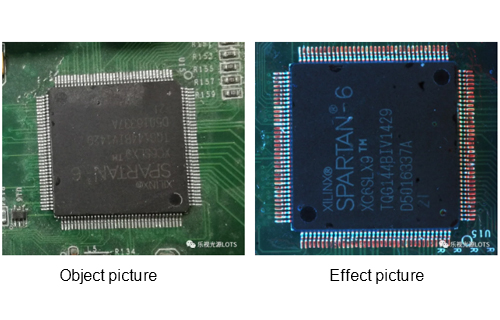
In many cases, complex machine vision processing tasks begin with object positioning. The system is trained to recognize a particular pattern, which is then positioned in a variety of images with a variety of backgrounds.
Matching the specified pattern within the field of view also enables detection of defects based on the degree to which the object being located corresponds to the pattern provided by the training. If the image of the project is far from the expected pattern, such as pixels not matching the expected color, or edges appearing where they should not be -- it will be marked as rework or rejected by the production line.

Basic function: Count
Once the machine vision system can locate the target object, it can count the number of similar objects that exist in the image. It also determines whether an object does not exist in the image, so the existence/non-existence test also falls into the counting category. For example, in the automobile industry, the counting function is used to determine whether a part has an appropriate number of machine holes. If the number or size of holes is not correct, the parts will be removed from the production line, rather than being part of the new car.
Basic function: Measurement
Machine vision can also calculate the distance between the objects it locates, which is called the task of measurement. It makes very precise measurements to verify the distance between two components of the product.
On the production line, visual measurements do not require physical manipulation of the object, so there is no risk of damage to the part as there is with contact measurements. For this reason, machine vision measurements have actually replaced contact measurements, and machine vision systems now are faster, cost less, and require less programming knowledge.
Basic functions: one - dimensional and two - dimensional decoding
In many industries, particularly consumer electronics and automobiles, all parts are marked with machine-readable codes. It is the basic function of a machine vision system, which can decode these symbols in order to track parts throughout the production process and record which finished products they become. This is a concept called tracing and tracing. If problems arise later, such as trying to determine which products might need to be recalled for assembling faulty parts.
By combining these basic functions in various ways: positioning, counting, measuring, and decoding, industrial automation systems can handle almost any inspection task placed in front of them. Machine vision is improving all the time. Once an expensive investment that required a lot of programming knowledge, the technology is now simple to set up and use, and much cheaper than it used to be. Significant improvements in accuracy, speed, and reliability have made machine vision, especially smart cameras, a hot engineering topic. Given the variety of tasks that machine vision systems can already accomplish, the innovations that will be brought to us in the near future will be exciting.