Core Components
1. Hardware:
Image acquisition equipment: Industrial cameras, lenses, and light sources (such as LED ring lights and backlights).
Sensors: Used to trigger image acquisition or synchronize inspection processes.
Computing platforms: Industrial computers and embedded systems (such as GPU accelerators).
2. Software:
Image processing algorithms: Filtering, edge detection, binarization, and morphological operations.
Feature extraction and matching: Template matching, contour analysis, and keypoint detection (such as SIFT and ORB).
Machine learning/deep learning models: Used for complex defect classification (such as CNN, YOLO, and ResNet).
Control and decision-making systems: Trigger subsequent actions (such as sorting and alarms) based on inspection results.

Typical Application Scenarios
1. Industrial Manufacturing:
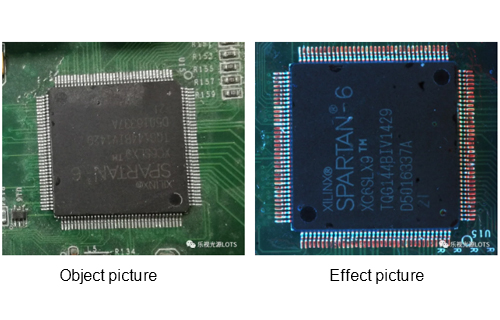
Defect Detection: Surface scratches, cracks, stains, etc.
Dimensional Measurement: Automated measurement of part geometric parameters (length, diameter, angle).
Assembly Verification: Checking for correct part installation (e.g., screw and label placement).
2. Medical:
Medical Image Analysis (e.g., lesion detection in X-rays and CT scans).
Pharmaceutical Packaging Integrity Inspection.
3. Agriculture and Food:
Fruit Sorting (color, size, defects).
Food Packaging Foreign Object Detection.
4. Logistics and Retail:
Barcode/QR Code Recognition.
Package Volume Measurement and Sorting.

Technical Advantages
1. High Efficiency: Processes hundreds to thousands of inspection objects per second.
2. High Precision: Micron-level measurement accuracy far exceeds manual visual inspection.
3. Consistency: Eliminates errors caused by fatigue or subjective judgment.
4. Cost Savings: Replaces repetitive manual labor in the long term.
Challenges and Difficulties
1. Complex environmental interference: Lighting variations, reflections, and background noise can affect image quality.
2. Small-sample learning: The scarcity of certain defect samples makes it difficult to train robust models.
3. Real-time requirements: High-speed production lines require low-latency processing (e.g., millisecond-level response).
4. Generalization: The model must adapt to product variations with different models and materials.
Development Trends
1. AI and Deep Learning:
Using Generative Adversarial Networks (GANs) to generate defect samples.
Self-supervised learning reduces reliance on labeled data.
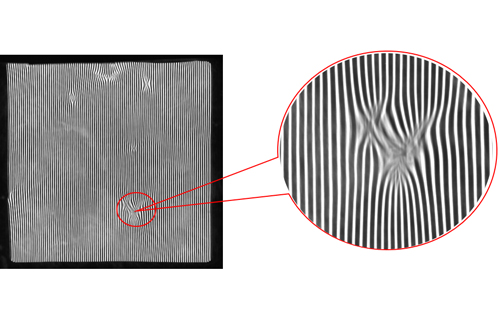
2. 3D Visual Inspection:
Combining structured light and ToF (Time of Flight) cameras to achieve 3D defect detection.
3. Edge Computing:
Deploying lightweight models to embedded devices enables real-time edge detection.
4. Multimodal Fusion:
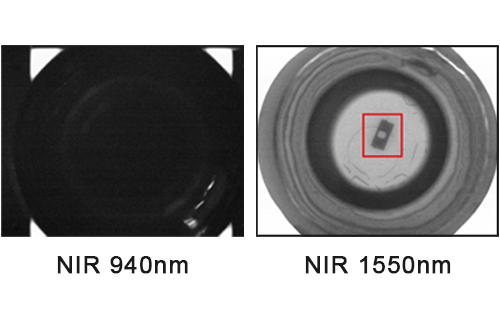
Combining data from multiple sensors, including vision, infrared, and X-ray, to improve detection accuracy.

Factors to Consider When Selecting a Machine Vision Inspection System
1. Inspection Requirements: Accuracy, speed, and target object type (size, material).
2. Environmental Conditions: Physical limitations such as lighting, temperature, and vibration.
3. Cost: Hardware (such as a high-resolution camera), software development, and maintenance costs.
4. Scalability: Support for future product iterations or the addition of new inspection features.
Machine vision inspection is gradually becoming a core technology in the field of intelligent manufacturing and automation. With the continuous advancement of algorithms and hardware, its application scenarios and reliability will continue to expand.